
数字化智能工厂:提升效率与管理水平的终极解决方案,你准备好了吗?
数字化智能工厂:提升效率与管理水平的终极解决方案,你准备好了吗?
亲爱的读者朋友们,想象一下,当你走进一个智能化、自动化的工厂,所有的生产环节都被数字化技术串联起来,那会是多么震撼的场景啊!今天,我们将深入探讨如何通过数字化智能工厂框架及其智慧场景应用解决方案来提升工厂的整体运营效率和管理水平。这不是科幻电影,而是现代制造业的必然趋势。
一、数字化智能工厂框架
总体架构
数字化智能工厂框架是一个综合的系统,涵盖了多个核心模块,包括网络架构、数据采集、生产过程管理等。每个模块相互连接,共同构成了高效运转的智能制造体系。例如,一个成熟的框架会将生产信息化、数据实时化,通过完善的网络架构实现信息的快速传输。在这个体系中,信息可以通过浏览器、移动终端和工业终端等多示终端展示,确保实时共享,便于管理层和操作人员的决策。这种信息透明化不仅提高了响应速度,还极大地加强了沟通与协作。
技术驱动的数字化转型也为工厂带来了灵活性,能够快速适应市场变化。在当前复杂多变的市场环境中,这是非常重要的一点。
二、网络架构与数据采集
现场部署
在数字化智能工厂中,网络架构的设计尤为重要。现场设备的选择直接影响到数据采集的效率。以制胶、预混和包装等工序为例,每个环节的设备(如操作终端、电子秤、传感器)必须密切配合,确保数据的即时采集与上传。例如,某家工厂通过部署智能传感器,实现了对原材料的实时监控,在生产过程中极大地降低了错误率,减少了资源浪费。

数据传输
数据采集后,通过工业级交换机和路由器将数据传递到数据采集服务器和MES(制造执行系统)服务器。这类高性能的网络设备保障了数据传输的快速与稳定,避免了数据延迟或丢失。数据的高速流动使得公司能够进行实时分析,从而提升生产效率。
三、生产过程管理
透明化管理
生产过程管理是智能工厂的核心之一。在这一模块,实时监控系统至关重要。通过监视画面、参数列表、趋势图以及报警功能的集成,管理人员可以随时了解生产线的运行状况。这种透明化不仅让管理变得高效,更是预防潜在问题的有效手段。比如,一旦监测到设备异常,系统会立即报警,提醒工作人员及时处理,避免造成更大损失。
个性化设计
在生产管理中,个性化设置也是提升效率的重要方式。企业可以根据生产需求,灵活调整生产计划、调度与异常管理,确保生产的灵活性和高效性。例如,某化工厂通过智能调度系统,显著提高了生产效率,将生产周期缩短了30%。在生产快速变化的情况下,确保生产线的灵活性变得尤为重要。
四、罐区管理
功能模块
罐区管理涉及到储罐的检尺、收付、罐量计算和化验分析等功能。只有对每个环节进行精细化管理,才能保证产品质量和生产效率。例如,通过采用新型的建设方案,某公司实现了罐区管理无纸化,所有数据都通过系统进行记录与管理,降低了误差的发生。
算法支持
在罐区管理中,体积积分算法的应用使得储槽体积计算更加精确。无论是圆柱形、长方形还是不规则形状的储槽,该算法都能确保计算的准确性,极大地减少了人为失误。通过数据才实现的科学管理,不仅提升了工作效率,更保障了产品安全。
五、能源管理
能源监控
在数字化智能工厂中,能源管理同样重要。对原水、无离子水、交流电、直流电等多种能源进行监控,不仅帮助工厂实现节能降耗,更有效提高了资源的利用率。例如,通过引入先进的监控系统,公司不仅实现了实时能源监控,还能够通过数据分析做出准确的能源预测,为管理层提供决策参考。
统计分析
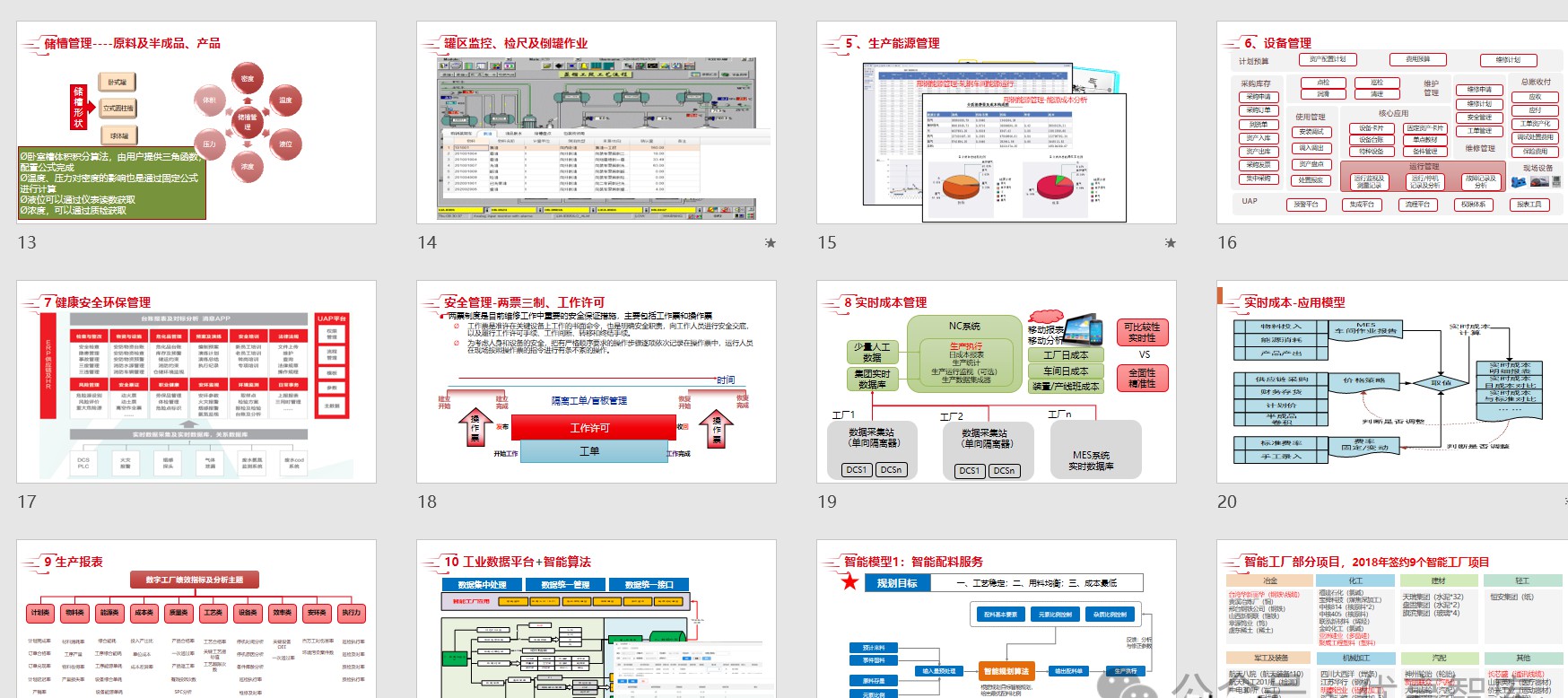
在能源管理中,数据的采集和统计分析不可或缺。通过能源数据采集、数量计算和能源统计,工厂可以精准掌握能源使用情况,实现能源的精细化管理。例如,通过实施能源网平衡系统,某工厂成功地将能源费用降低了20%。
六、设备管理
全生命周期管理
设备管理是确保生产线顺利运作的基石。管理者需要对设备进行全生命周期监控,包括计划预算、采购、库存、使用及维护等。通过实现设备管理的信息化,可以有效缩短设备维护周期,减少设备闲置时间,从而提升生产效率。
核心应用

现代设备管理可依托智能化管理工具,包括设备卡片、台账和特种设备管理。通过集中化管理系统,企业能够实时掌握设备使用情况和故障预警,避免了设备的频繁损坏和损失。例如,某家制造企业通过设备管理系统,成功将设备故障时间降低了40%。
七、安全与环保管理(安环管理)
安全管理
安全管理在数字化智能工厂中也是重中之重。为了确保现场的安全,企业实施“三制两票”的管理制度。这一制度包括对工作票和操作票的严格管控,确保员工在进行设备操作前拥有授权和明确的操作流程。这样一来,很多意外事故得以避免,保护了员工的安全。
健康环保
除了安全之外,环保也是企业关注的重点。数字化管理能够监控排放物及安全指标,确保工厂的生产过程符合环保法规,同时建立健康安全的生产环境。某家企业通过引入环保监控系统,成功达到了零排放的目标,受到社会的广泛赞誉。
八、实时成本管理
数据采集
在实时成本管理中,DCS(分布式控制系统)和MES系统的实时数据采集显得尤为重要。当生产数据实时采集后,管理者能够立即分析并优化成本结构,从而进行有效的成本控制。这种技术的使用为企业提供了全面的财务视图,帮助管理层做出明智的决策。
成本分析
通过生成装置及产线班成本、工厂日成本及车间日成本等报表,管理者能够清晰地了解各个环节的成本情况。比如,通过移动报表的整合,使得管理层可以在任何时间、任何地点获取成本数据,进行智能分析与决策。
九、智能优化
工业数据平台
实现数据集中处理与统一管理的工业数据平台是智能优化的基础。通过这一平台,企业能够高效整合各类数据,如生产数据、工艺数据及设备数据,为智能算法的输入提供必要的条件。这种数据汇聚方式大大提高了分析效率,减少了处理时间。
智能算法
智能算法已应用于智能配料、吹炼终点预测、产品质量分析等多个领域。通过大数据技术,企业能够更好地把握生产动态,大幅度提高了生产效率和产品质量。比如,某家化肥厂通过引进智能配料算法,实现了配料精度提升10%的同时,节省了15%的原材料。
十、应用上云
设备云
在数字化转型的路上,云计算的引入是不可或缺的。通过设备云,企业能实现对设备状态的实时监控和远程诊断,极大地提升了设备管理的灵活性和效率。例如,通过设备云的技术应用,某工厂成功实现了无人值守的设备管理,大大降低了运营成本。
物联云与追溯云
物联云提供的服务使得企业能够以更低的成本实现设备的连接,而追溯云则构建了完整的产业链追溯体系,为订单追踪、产品防伪以及防窜货等提供了强有力的支持。这些先进的云服务不仅提升了企业的竞争力,也简化了生产过程,降低了操作的复杂度。
十一、价值提升
效率提升
通过数字化、智能化手段的深入应用,生产效率得到了显著提升。这种效率的提升不是只在短期内体现,更是为企业的长远发展奠定了基础。提升效率意味着更低的生产成本和更高的市场竞争力。
质量与成本管理
通过智能优化和实时监控,企业在确保产品质量的基础上,进一步降低了生产成本。这样不仅让企业的利润空前提升,也让市场竞争力不断增强。
数字化智能工厂不仅仅是一种技术创新,更是传统工厂转型升级的必然选择。它解决了企业在信息化和自动化过程中遇到的诸多挑战,使得工厂管理更加高效、安全、环保。
欢迎大家在下方留言讨论,分享您的看法!
